

產品列表
PROUCTS LIST
相(xiàng)關新聞
NEWS
產品中心(xīn)Products 當前位置:首頁 > 產品中心 > 廣州八戒影院包裝設備 > 霧(wù)化器(qì)包裝機 > 小型煙油鋁塑泡罩包裝(zhuāng)機
油鋁塑泡罩包裝機")
小型煙油鋁塑泡罩包裝機
更新時間:2021-06-17
產品型號:DPP-115
產品報價:
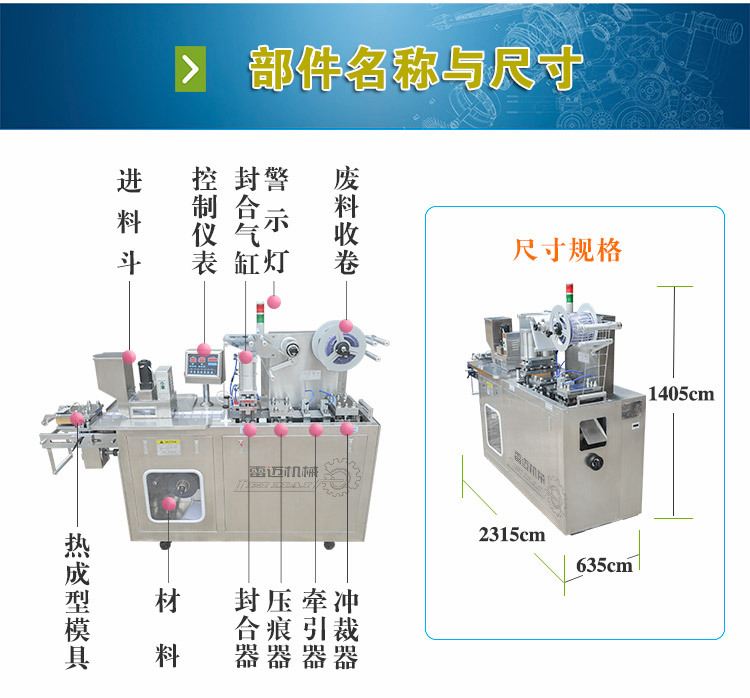
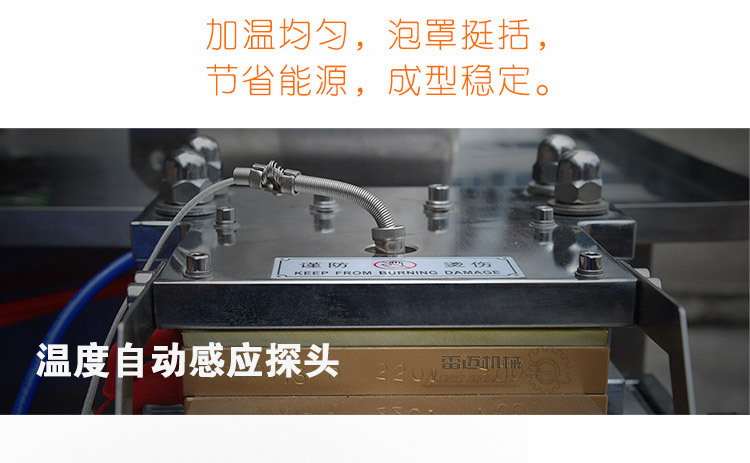
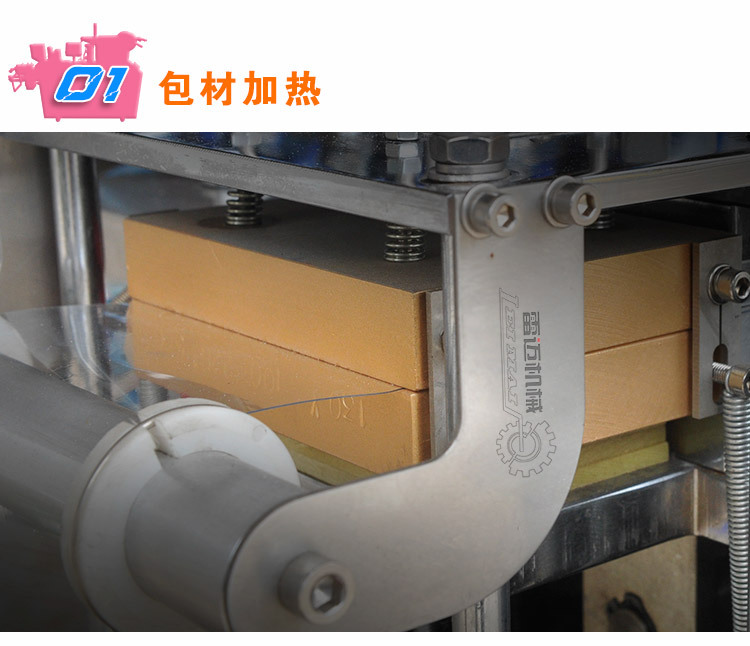
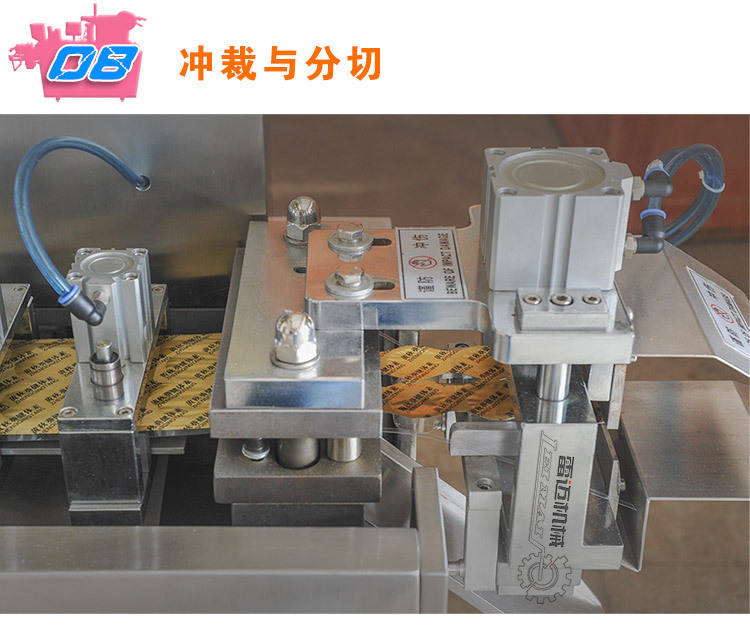
產品(pǐn)特點(diǎn):小型煙油鋁塑泡罩包裝機(jī)常見故障排除工作流程1、成型(上下加熱)2、熱封(上加熱)3、打(dǎ)碼4、壓痕(可微量加(jiā)熱)5、切(qiē)刀(dāo)6、成型輸出成(chéng)品
DPP-115小(xiǎo)型煙油鋁塑泡罩包裝(zhuāng)機的詳細資料:
小型煙油鋁塑泡罩包裝機常見故障排除??
小型(xíng)煙油鋁塑泡罩包裝機注意事項:
1、請您在操作使用前(qián),先認真閱讀此說 明書。以防操作(zuò)有誤,損壞機器。
2、安裝前(qián)要檢(jiǎn)查地麵水平度是否平衡(héng)。
3、應(yīng)按接地標牌位置接入地線(xiàn)。
4、專職人員培訓操作、維護(hù)。
5、機器應保持整潔。
6、機器生產前各部位必須加油(參操做條文(wén)
7、機器出廠時傳動箱(xiāng)表帶潤滑油,生產前必(bì)須加油。
8、提議本機好采用無油空壓機。
9、成型、熱封、壓痕等(děng)部位壓力均不宜過大,否則(zé)影響使用壽命。成形、壓痕之(zhī)型墊轉(zhuǎn)應留有一毫米左右(yòu)浮動餘地。
10、機器工作運行時,嚴禁用手觸摸運行部件(特別是縱封、橫封加熱部位),確保人身和機器安全。


包裝機故(gù)障排除:
(一)、泡成型不良:
A、可能出現的現象:a)場所空氣流量過大;b)加熱區溫度過低或過高(gāo);c)冷卻(què)水流量過大,帶走熱量過多;d)空氣壓力不宜或過早、遲;e)注意空(kōng)氣過濾閥存水;f)下模排氣孔堵塞;g)上(shàng)下模平麵間滲漏氣;h)PVC塑(sù)料質量不佳。
B、對應的(de)解決辦法:a)降低通風流量;b依溫度控製儀(yí)適當調正控製溫度(盡量電(diàn)壓控(kòng)製);c)調節水閥控製水流量;d)校正機器放(fàng)氣閥(fá)位置、保持空氣壓一般為:0.6~0.8MPA;e)正常檢查空氣過濾閥必(bì)時清放;f)用鋼針實行疏通;g)重新(xīn)更模、需平麵磨平加工;h)調(diào)換塑料。
(二(èr))、運行不同步(bù)(指成形泡(pào)罩(zhào)未能準確進入熱封模孔位):
A、可能出現的現象:a)成形模與熱封不為行(háng)程的整數倍(bèi);b)運行氣壓起引座平 行過大
過小;c)成形、熱封模冷即不良;d)成(chéng)形模到熱封模之間有(yǒu)阻礙物(wù);e)塑料 承料軸
旋轉不靈熱封模溫度過高(gāo)。
B、對應的解決(jué)辦法:a)調(diào)節模(mó)具移動(dòng)和箱體移動出廠已調好未待換模、通常無須(xū)高(gāo)正以免調亂;b)調(diào)節起(qǐ)引座軸,在起引座軸上加(jiā)機械油;c)適度加大冷即水量;d)檢查從送料至熱封運行中是否有(yǒu)阻礙,注意加料機械與板麵之間間隙;e)清洗或更換(huàn)軸承;調降(jiàng)低溫熱封溫度。
(三)、鋁箔起(qǐ)皺與偏移:
A、可能出(chū)現的現象:a)鋁箔與PVC塑料粘合不整齊,(不平行);b)鋁箔轉折棍與PVC塑片縱線不垂直;c)網紋上(shàng)鏽,有汙物(wù);d)網紋板與模吻合不良,鋁(lǚ)箔膠(jiāo)層不均
B、對應的解決辦法:a)撕斷鋁箔(bó),調整位置重新粘合;b)調整墊塞轉折輥支架和校(xiào)正
模具不符合(hé);c)用鋼絲側清理(lǐ)或(huò)用(yòng)鋸條磨尖劃;d)用二層鋁箔折疊網紋模或油石
視(shì)熱封狀(zhuàng)況,局部打磨下模平麵更換鋁箔
(四)、衝截偏後,熱封不良:
A、可能出現的現象:a)衝模(mó)與熱封模間距不對;b)溫度過低或(huò)過高壓力不足或熱封上
氣缸擅偏現象(xiàng);c)壓力不足(zú)或熱封上氣缸擅偏現象
B、對應的(de)解決辦法:a)整體移動衝模、箱體、注出廠時(shí)均已調動,且考慮運輸(shū)振動及
長期使用移位變形或換模版等因素所致;b)調(diào)節溫控儀溫度,盡(jìn)量由調壓來控製,使(shǐ)
溫
度保持恒定在140ºC左右(酌情而定);c)調節(jiē)調整氣缸壓力(調壓閥)同時檢查矽
橡板是否才化(huà),可換,可取,銅皮墊(diàn)氣(qì)缸(gāng)與(yǔ)熱封座之間中(銅皮厚簿酌情而定)(注:
調正時務必停機上止點)








































| 如果(guǒ)你對DPP-115小型煙油(yóu)鋁塑泡罩包裝(zhuāng)機感興趣,想了解更詳細的產品信息,填寫下表直接與廠家(jiā)聯係: |
